河北瑞翰防腐材料有限公司
 第13年
第13年

 第13年
第13年 
第13年

来源:河北瑞翰防腐材料有限公司 时间:2025-02-17 14:54:21 [举报]
无溶剂环氧涂料
用途:
无溶剂环氧涂料具有强度大,固体含量高、防蚀性能好、施工工序简单、无环境污染等众多优点,目前广泛应用于埋地管道内外防腐及补口、环氧粉末涂层修补液、弯头防腐、热收缩带 套底漆、各种异型件、埋地管道防腐大修等重防腐领域。使用温度小于70℃。
适用范围:
●要求美观、防尘的电子、印刷、粉体、化学、电脑生产行业车间,停车场也可用于学校办公室、家庭地坪。
性能特点:
●选用128系列环氧树脂加固化剂制成。
●表面滑爽、亮丽、漆膜、抗粘污略带桔皮效果。
●的固含量,无溶剂不含任何VOC有机挥发物,安全环保。
●漆膜硬度好达5H,耐磨,的抗刮伤力。
●有多种颜色可选,也可按客户色生产。
溶剂环氧树脂防腐涂料
1 产品说明
T1148产品适用于中心标高150mm以下的中小型电机.具有交联密度高,机械强度高,耐化学品,厚层干燥不起泡。适合高压电机、电器绕组、变压器的沉浸、真空浸渍等。
2 产品标准
01外观(试管法): 棕红色,无机械杂质
02 粘度(涂4#杯):30~80S
03 胶化时间:6~10min
04 厚层干燥:150℃ 2h 表面均匀
05 抗弯曲强度:59.2mpa
06 阻系数(热态):1.0×1012Ω?m
07 电气强度(常态):≥22kv/mm
电气强度(热态): ≥20kv/mm
08 切角介质损耗因数(常态):0.01
切角介质损耗因数(热态):0.03
09 粘接力(螺旋线圈法)(常态): ≥150 N
粘接力(螺旋线圈法)(热态):≥40 N
10 储存期:≥6个月 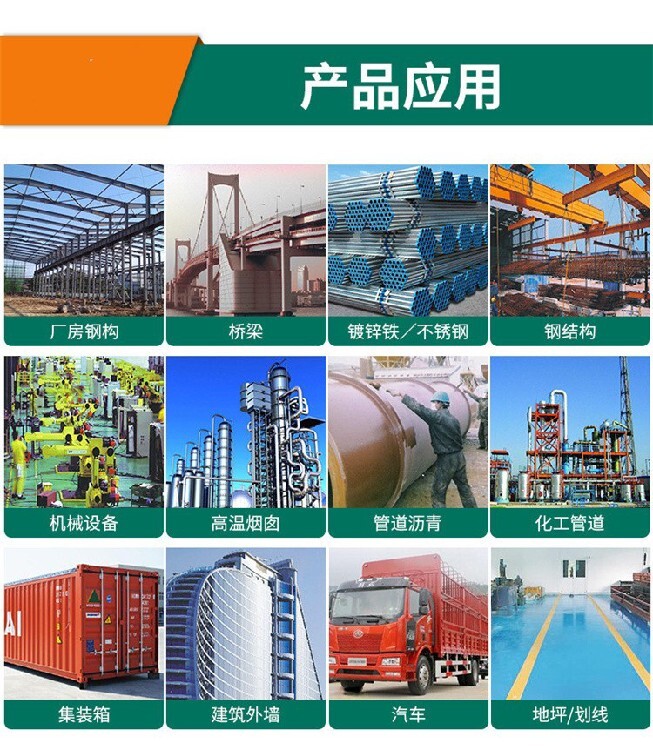
无溶剂环氧陶瓷涂料功能用途:无溶剂环氧陶瓷涂料广泛应用于管道、罐、槽、水泥地的内防腐,输送污水、饮用水、中水的钢管、铸铁管、混凝土管内涂层,其卫生安全性检验符合《人民共和国卫生部国家涉及饮用水卫生安全产品卫生许可批件》。
无溶剂环氧陶瓷涂料组成成份:无溶剂环氧陶瓷涂料由环氧树脂、石英粉、助剂及固化剂组成。无溶剂环氧陶瓷涂料产品为配套产品,可分为CYG-17.1型黑色环氧陶瓷涂料和CYG-17.2型白色环氧陶瓷涂料。
无溶剂环氧陶瓷涂料性能特点:
1、无溶剂环氧陶瓷涂料涂层致密、坚韧、耐磨、耐水、耐化学介质腐蚀性均很好。
2、无溶剂环氧陶瓷涂料涂层表面平整、光滑、无流挂、无气泡附着力强。
3、无溶剂环氧陶瓷涂料安全保环。可用于饮用水管道防腐。
无溶剂环氧陶瓷涂料施工参考:
1、 铸铁管内表面打磨
无溶剂环氧陶瓷涂料涂覆前,对铸铁管内表面进行干法打磨,并将管内所有杂物清理干净。管内部应有大于衬层厚度50%的金属凸瘤等。
2、 铸铁管或钢管内表面喷砂处理
将所有内表面喷砂处理至达到GB/T8923的Sa2.5级(近白级)。
3、 铸铁管或钢管内衬
① 将铸铁管或钢管加热至70℃后吊上转台。
② 将无溶剂环氧陶瓷涂料的A、B组分在搅拌状态下分别加热至40-60℃。
③ 罐子在转台上旋转,将无溶剂环氧陶瓷涂料按比例混合均匀的喷涂到保持65-70管子的内表面,并将一次喷涂的内衬层在固化后达到规定的厚度。
④ 管子在转台上继续旋转,鼓入50-65℃的热风到管内,等内表面无溶剂环氧陶瓷涂料固化后转入养生炉,在20℃上至少保持24h,使内衬充分固化。
无溶剂环氧陶瓷涂料技术指标:见表格
无溶剂环氧陶瓷涂料技术指标
检测项目
性能参数
检测方法
涂料外观
A组分
黑褐色粘稠软膏
目测检查
B组分
CYG-05.1
黑色粘稠软体
目测检查
CYG-05.2
白色粘稠软体
目测检查
涂料石英砂体积含量
≥20%
附录D
干燥时间
(23℃)
表干
≤1h
GB/T1728
实干
≤16h
GB/T1728
特点
(1)具有的机械强度和刚度
陶瓷耐磨涂料主要由耐磨骨料和结合系统组成,密度非常大,无大的宏观缺陷,强度可达130Mpa,是一般混凝土和耐火浇注料无法企及的,主要是采用了离子化合物和部分人工合成共价化合物,其离子键结合牢固,所以强度和刚度很大,可有效抵御物料的冲击力和剪切应力。而结合系统由于采取复合强化措施和特殊处理,形成化学结合,致使其强度很高。
(2)具有优良的韧性和抗震性
由于陶瓷耐磨料采用无定向刚纤维和定向网状增强措施,通过耦合进一步改善韧性,所以断裂韧性强,可有效防止冲击力造成的破损和剥落。另一方面由于离子键和其共价键为强结合键,键能比较高,低温对其影响很小,而且它的振动频率,常温难以对其构成威胁,不会产生热震损毁。
(3)整体性好
由于耐磨陶瓷涂料采取了双重补强措施,有的甚至采取了多种补强措施,有效地改善了材料性能。而且陶瓷材料低的膨胀系数等,使其体积稳定,不可能产生裂缝,因而整体性好,另外施工为整体施工,无接缝出现,因而整体性进一步提高。
无溶剂环氧陶瓷涂料施工方案:
1、表面打磨对表面进行干法打磨,要求除去所有外来物、松散铁鳞和其他任何可能损害金属与衬里良好结合的物质,磨后管内表面不应有任何突起高度可能大于衬层厚度50%的金属凸瘤,打磨后要用适当方法将管内所有杂物清理干净。
2、表面喷砂处理① 将所有内表面喷砂处理至达到GB/T 8923的Sa 21/2级(相当于美国标准SSPC-SP10的近白级),表面粗糙度50~80μm。② 用干净(即:经脱水、脱油)的压缩空气将管内表面残留的砂粒和灰尘吹扫干净。表面处理合格后不准再有破坏管面洁净度的任何操作,并在表面返锈前进行内衬。
3、表面缺陷修补如打磨后管表面显现凹坑,可用无溶剂环氧腻子修补,腻子为双组份,甲︰乙=23︰2,修补时保持其余管面的洁净度。待腻子固化后对其表面用砂纸打磨平整才能进行下步操作
4、表面涂底漆:对喷涂白色环氧陶瓷涂料的管子,管内表面也可涂一层环氧铁红底漆,该底漆为双组份液体环氧涂料,甲︰乙=11︰1,底漆层的干膜厚度应≥50μm。
5、内衬:将环氧陶瓷涂料的A、B组份在搅拌状态下分别加热。用喷涂机按双组份23:2的比例将环氧陶瓷涂料均匀地喷涂到保持65~70℃表面,其喷涂量应使一次喷涂的内衬层在固化后达到合同规定的厚度。在20℃以上至少保持24h,使内衬充分固化。
6、内衬质量初检:① 外观检查。目视检查,内衬层表面应平整、光滑、无裂纹、无漏涂面积。② 硬度检查。内衬层表面硬度应通过2H铅笔划痕试验。③ 膜厚检查。用磁性测厚仪检查,膜厚应达到合同要求。④ 漏点检查。使用高压电火花检测仪,用4000V或按合同规定电压检漏。按合同规定质量标准,将内衬管分为两类,一类为不合格管,退出作业线安排返工;另一类为初检合格管和允许修补管,吊到缓冲区进行缺陷修补及承口和插口涂敷作业。

无溶剂环氧陶瓷涂料,高硬度9H(热态6H),高温下硬度几乎无变化,不错的高耐磨、耐高温、耐溶剂、耐酸碱、耐盐水煮、防腐蚀……超耐候(>30年),优良的耐老化性,预防光线直射性能。色彩丰富鲜艳,光泽可以从亚光到高光(需罩专项使用面漆),拨水(疏水/增水和水的接触角60-100度)无溶剂环氧陶瓷涂料用在脱硫塔、烟道、集装箱、污水池系列,等领域。产品性质:1.用纳米无机组分为成膜材料2.比重:1.20~1.45g/cm33.黏度:9~13s(岩田2号杯)
4.稀释剂:异丙醇或乙醇或去离子水或丁酮.本料可常温或冷藏储存,若超过贮存期(6个月),则应先检验粘度、颜色及表面效果是否合格。熟化方法A组份加水溶性色粉或色浆加填料将A组充分滚匀3~10min,(油漆配比为A:B=2:1),再将B组份按全部加入继续滚匀3~24h(常温或温度16℃左右,低温适当延长时间,建议滚匀速度为90-110rpm),涂料滚匀后应在3~24h内使用完毕,或冷藏储存7~30天。用前滚动多久静置多久再喷涂。
本公司所提供涂料均可直接施工,一般不用稀释。为了得到较好的表面效果,施工前应用100~400目滤网过滤。涂装线可选择手动喷涂或自动喷涂,具体的喷涂方法,要根据工件的几何形状和涂装量来选择。
底材本涂料建议前处理工作如下:A.除油,可采用常见的预酸洗/脱脂处理工艺B.喷砂,采用80~120目左右石英砂打磨,粗糙度为3-5μm。
由于客户需求由用途不同而变化,所以在使用涂料前应该测试每一种新的原料和生产过程的配套适用性。通常底材经前处理后要尽快涂装,避免受湿度影响和形成氧化膜等污染。如放置,则应放在室温干燥房内,以免因气温升降而产生水蒸汽附在工件表面上。
标签:甘肃无溶剂涂料,无溶剂涂料自干型,无溶剂涂料抗渗透,无溶剂涂料免除锈改色





